2023 年石油和化工行业营收利润‘双下降’,如何破局?
<股票配资网>2023 年石油和化工行业营收利润‘双下降’,如何破局?
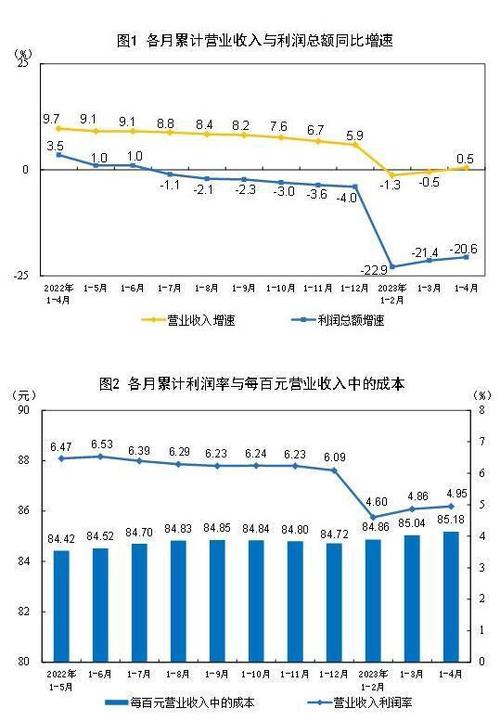
“2023年,石油和化工行业实现营业收入15.95万亿元,同比下降1.1%,利润总额8733.6亿元,同比下降20.5%。尽管全行业尽了最大的努力,但全年下来营收、利润仍然‘双下降’,这种现象极其少见,是对行业严峻发展形势的直接反映。”中国石油和化学工业联合会副会长傅向升在2024石化产业发展大会上道出石油和化工行业发展形势。
石油和化工行业正直面结构性问题日益凸显等系列挑战。傅向升表示,行业目前面临结构性问题日益凸显的尖锐矛盾、创新能力不足的重大矛盾、绿色低碳提速的转型矛盾和现代产业链、供应链安全体制构建的矛盾,行业发展不容乐观。
一、石化行业如何破局突围,业内人士也给出“药方”
石化产业必须加强科技创新,特别是原始技术颠覆性科技创新,打好关键核心技术攻坚战,推动石化产业高质量发展,加快实现由石化大国向石化强国前进。
比如,任何一个企业的原材料供应中断,或者下游消费企业的停摆,整个产业链都会‘掉链’。产业链、供应链在现代经济体系中的作用,比以往任何时候都显得更加重要。为了确保生产的安全稳定和企业生产的市场竞争力,产业链、供应链的建设就成为高质量发展中的中枢纽带。如何在不确定的大环境和繁杂众多的企业中,选择可靠的合作伙伴,建立‘链式’供求关系,是当前全行业现代化体系建设中首要的战略任务。
石油和化工行业要强化科技创新与产业创新的融合,传统行业要围绕以科技创新来推动产品在技术、中试平台、企业、人才等方面持续发力。
当下全行业发展出现的结构性矛盾,根本原因就是创新能力不足。也许每一个企业都想向高端发展、都想差异化发展,但缺乏创新能力、缺少必要的技术储备,只能是‘你会干的我也会干’‘你不会干的我也不会干’,重复建设、同业竞争的矛盾愈演愈烈。
在打好关键核心技术攻坚战方面,不少企业也带来了发展实例。
二、“十三五”以来石化行业科技创新取得的成就
(一)获得了一批催化新技术
“十三五”以来,我国催化领域新技术不断涌现,极大地推动了石化行业的转型升级。
1.由中国石油大学(华东)完成的“以原油为原料直接生产烯烃”技术项目,经十余年攻关,攻克了催化剂、反应器和再生器补燃等系列难题,工业试验装置一次试车成功。
2.由中石化工程建设有限公司等单位合作开发的“劣质原料绿色低碳高效催化裂化成套技术”,填补了国内催化裂化在重质、劣质原料加工方面的技术空白,对炼厂重质、劣质原料绿色低碳高效转化发挥了重要支撑作用。
3.由中国科学院大连化学物理研究所研发的“烯烃多相氢甲酰化单原子催化剂”,解决了80多年来均相催化多相化一直没有解决的配体和活性金属组分流失等难题,经济效益显著。
4.由北京首钢朗泽科技股份有限公司等单位完成的“富含一氧化碳工业尾气生物发酵制乙醇工艺集成及产业化应用”,开发了含碳工业尾气发酵制乙醇新技术,打破了工业尾气传统利用方式,开辟了非粮燃料乙醇和饲料蛋白生产的新途径。
5.由中国科学院过程工程研究所完成的“离子液体催化二氧化碳合成碳酸酯绿色低碳成套新技术”,突破离子液体活性低、成本高、长周期运行稳定性差等难题,实现大规模工业化应用。
6.由中国科学院大连化学物理研究所开展的“二氧化碳催化加氢直接合成高品质汽油的基础研究”,在国际上首创二氧化碳催化加氢直接合成高品质汽油的新路线,为二氧化碳加氢制液态烃研究拓展了新思路。
(二)开发了一批先进勘探开发技术
“十三五”以来,广大石油和化工企业与科研院校在油气资源勘探开发领域积极开展科研攻关煤气化概念股票,开发了一批先进勘探开发技术,有效提高了我国油气供给保障能力。
1.由中海油等单位完成的“海域富油气凹陷勘探理论技术创新与中国近海重大突破”项目,历经16年协同攻关,首创中国近海盆缘中小型凹陷和活动陆缘煤型凹陷大油气田勘探理论技术,指导发现了13个富油气凹陷,三级地质储量15.07亿吨油当量,其中探明油气地质储量8.41亿吨油当量,对保障国家油气安全意义重大。
2.中石油长庆油田通过加强低渗透油气藏勘探开发技术攻关,突破一系列关键技术,获百余项省部级以上科技成果奖励,为稳产5000万吨原油打下坚实基础。
3.中石油克拉玛依油田公司通过创立凹陷区砾岩油藏勘探理论技术体系,发现了全球最大的整装砾岩油田,奠定了我国在该领域的国际领先地位。
4.中石化等开发的海相碳酸盐岩缝洞型油藏精细描述、数值模拟及高效注水开发技术,开发和建成了我国第一个特大型海相缝洞型油田——塔河油田,实现了我国油田开发由陆相向海相的重大跨越,为今后大范围海相油气田开发提供了重要技术手段。
5.中石化在涪陵开发了中国首个、世界最大页岩气田——涪陵页岩气田,使我国成为北美之外首个实现规模化开发页岩气的国家。
6.中国石油大学(北京)等单位开发的非常规油气钻井中稳定井壁与保护油气层新技术,解决了非常规油气井钻井过程中井壁坍塌、储层损害、高摩阻、卡钻等重大难题,彰显了我国非常规钻井液技术的国际竞争力。
(三)攻克了一批具有自主知识产权的现代煤化工技术
“十三五”以来,在全球原料多元化进程中,中国现代煤化工产业加快推进,攻克了一大批核心关键技术难题,通过示范工程的实施,实现了关键技术装备的产业化。
1.由天津大学等单位完成的合成气制乙二醇关键技术及工程应用项目,形成了具有自主知识产权的成套技术专利群,并已成功应用于20套工业生产装置中,打破了国外技术垄断,关键技术市场占有率超过78%。
2.多喷嘴对置式水煤浆气化技术、航天粉煤加压气化技术、水煤浆水冷壁废锅煤气化技术等先进煤气化技术正在向长周期、大型化迈进。
3.国家能源集团宁夏煤业公司等单位合作完成的400万吨/年煤间接液化示范项目,发明了高活性、高选择性和高抗磨损费托合成Fe-Mn系催化剂,首创了高温浆态床费托合成新工艺;开发出大型煤间接液化系统集成及清洁运行成套技术,最终实现了“安全稳定清洁”运行,推动了我国煤炭间接液化产业的发展。
4.陕西煤业化工集团等单位合作开发的煤气热载体分段多层低阶煤热解成套工业化技术(SM-GF)较好地解决了低阶煤热解领域存在的装置大型工业化水平低、原料适应性窄、含油煤气除尘效率低、产品品质差、节能环保水平低等问题,实现了煤炭资源的分级利用、价值提升和系统热量的综合有效利用。
5.中国科学院大连化物所开发的第三代甲醇制烯烃催化剂已应用于工业化装置,单位烯烃甲醇消耗大幅降低、经济效益大幅提升。
6.在工程示范基础上,中国现代煤化工技术创新进一步深化。合成气直接制烯烃技术、合成气直接制芳烃、甲烷无氧偶联制乙烯联产芳烃技术、粉煤热解—气化一体化(CCSI)技术、甲醇甲苯制对二甲苯联产烯烃流化床工艺(DMTA)、油煤混炼技术、煤炭分级液化成套技术、二氧化碳加氢制甲醇技术、甲烷—二氧化碳干重整制合成气技术、高温流化床费托合成关键技术等一批革命性的技术正处在破茧而出的关键阶段,现代煤化工产业可持续发展的能力明显增强。
(四)突破了一批化工新材料和高端化学品“补短板”和“制高点”技术
“十三五”以来,我国化工新材料和专用化学品在先进高分子材料、高性能树脂、功能性膜材料、电子化学品及功能化学品等一系列重要领域取得了突破性进展。
1.中石化茂金属催化剂在齐鲁石化乙烯装置上得到成功应用,自2016年起已实现茂金属聚乙烯专用树脂的大规模工业化生产,填补了我国在单活性中心催化剂聚烯烃的空白。
2.万华化学开发的脂肪族异氰酸酯(ADI)全产业链制造技术,打破了国外公司对ADI系列产品全产业链制造技术长达70年的垄断,培育出了世界上品种最齐全、技术领先、产业链最完整的ADI特色产业集群,实现了航天军工、高端装备制造业、新能源和节能环保产业的关键原材料国产化自主供应。
3.山东东岳高分子材料有限公司在开发出第一代国产氯碱膜基础上,又成功研制出“高电流密度、低槽电压”新一代高性能自主氯碱离子膜,可全方位替代国外产品,是国产氯碱离子膜发展的又一个里程碑,推动了我国整个氯碱工业的技术革新。
4.金发科技股份有限公司开发出性能国际领先的耐高温半芳香尼龙PA10T系列产品,实现了半芳香高温尼龙的产业化,打破了国外在该领域的技术和市场垄断,抢占了市场竞争的制高点。
5.湖北兴发集团开发出芯片用超高纯电子级磷酸及高选择性蚀刻液生产关键技术,通过突破高纯黄磷制备、磷酸酐膜阻隔防腐蚀等技术,制备出超高纯电子级磷酸及蚀刻液,实现了我国磷化工产业由工业级、食品级向超高纯电子级的重大跨越,为国产芯片生产提供了关键材料。
6.福州大学等单位开发的天然抗冻多肽的产业化绿色制备技术2023 年石油和化工行业营收利润‘双下降’,如何破局?,实现了天然抗冻多肽的高效制备及其在低温冷链制品中的产业化应用,全面提升了抗冻多肽及其产品的国际市场竞争力。
(五)创新开发了一批先进过程强化和资源化利用技术
“十三五”以来,全行业积极开发和推广先进过程强化和资源化利用技术煤气化概念股票,行业总能耗和重点产品能耗持续下降,“三废”排放显著降低。
1.由中石化石油化工科学研究院等单位完成的“变径流化床催化反应工程技术与工业实践”项目,历经25年持续攻关,率先提出了流化床变径分区构建多反应区的新概念,突破了多流型共存的工程技术瓶颈,并应用到海内外企业共87套工业装置,对引领和推动我国石油炼制与化工产业的可持续发展有着重大意义。
2.上虞新和成生物化工有限公司等单位从源头创新,发明了一系列以氮掺杂炭为新型载体的负载型纳米金属催化剂,显著提高了催化剂的活性与稳定性,并在国际上率先实现其工业应用,实现了维生素E等精细化工产品的高值化和产业的绿色化。
3.苏州大学等开发的多元催化剂嵌入法富集去除低浓度挥发性有机物(VOCs)增强技术及应用,解决了低浓度污染物低驱动力条件下富集/催化降解效能低的技术难题,为低浓度废气和废水中的VOCs、难降解有机物去除等提供了可行的工程应用技术。
4.中国石油大学(北京)针对碳四烷基化超清洁汽油生产的重大需求,开发了一项全新的绿色、安全、环保的碳四烷基化技术,并建成世界首套10万吨/年复合离子液体碳四烷基化工业装置,打破了国外公司清洁汽油生产的技术垄断,攻克了困扰炼油行业几十年的世界性难题。
5.清华大学和瓮福集团开发的微通道湿法磷酸净化技术,使食品级磷酸生产比热法工艺成本降低23.8%,比引进的湿法磷酸净化技术成本降低4.2%。
6.浙江新安化工集团针对有机磷—有机硅协同生产中含氯、含硅、含磷的技术难题,开发了氯资源循环利用技术和硅、磷资源化技术,实现了氯、硅、磷的高效利用。
7.南京工业大学等自主开发的用于有机溶剂回收的有机—无机复合膜,实现了化学原料及化学制品制造行业中高纯度有机溶剂的回收及资源化再利用。
(六)研制了一批重大技术装备
“十三五”以来,为满足国民经济建设和行业发展对重大技术装备的迫切需求,我国在油气勘探开发、大型炼油和石化、现代煤化工、橡塑加工等领域研制了一批核心技术装备,提高了行业装备自主化水平。
1.由中国石油大学(华东)等单位完成的“超大直径/超大壁厚承压设备局部热处理关键技术及应用”项目,针对大型承压设备残余应力更难消除而导致开裂事故频发的关键技术难题,开发了双向残余应力现场无损评价技术及装备,发明了局部焊后热处理温度—应力—变形调控技术,打破了国外技术垄断,提升了我国重大承压设备的国际竞争力。
2.中石化工程建设有限公司等历经数年的联合攻关,开发了安全高效环保的大型液化天然气接收站成套技术,打破了国外对该领域核心技术及关键装备的垄断。
3.重油催化裂化主体装置实现自主化;高压加氢反应器、螺纹锁紧环式高压换热器、高压空冷器、离心式和往复式压缩机等关键静设备和动设备开发成功,标志着我国炼油工业的装备水平跃上了一个新台阶。
4.大型煤气化炉、大型压缩机组、大型费托合成反应器、自动控制系统等实现了国产化,标志着我国现代煤化工产业已经具备独立自主的技术装备支撑体系。
5.大连橡胶塑料机械有限公司研制的35万吨/年聚丙烯挤压造粒机组,是目前为止国内最大的国产化聚丙烯挤压造粒机组,打破了国外厂商在这一领域的垄断地位,国内聚烯烃生产企业采购成本下降近三成。
6.按投资计算,我国炼油装备国产化率超过90%,百万吨级乙烯及下游装置国产化率在85%以上,现代煤化工装备国产化率在90%以上,橡胶装备国产化率在95%左右。
三、石化行业需要突破的关键技术
(一)新催化技术领域
开发本质安全型催化加氢催化剂及绿色工艺、高选择性催化氧化催化剂及绿色工艺以及膜催化反应、催化精馏反应等催化/分离强化耦合绿色工艺、离子液体新催化剂及工艺工程化技术;针对大宗化工产品的生物制造替代开展环境友好型生物催化剂及绿色工艺的研究;从全生命周期角度考虑2023 年石油和化工行业营收利润‘双下降’,如何破局?,开展失效催化剂中贵金属绿色回收及资源化利用,减少环境污染。
(二)过程强化技术领域
开发微界面强化反应、微化工系统、微波等外场强化技术及新介质/新材料;开发危险工艺基于新型过程强化的本质安全技术及装备。大力推广超重力场技术、膜过程耦合技术、磁稳定床技术、等离子体技术、离子液体技术和超临界流体技术。
(三)先进膜分离材料与技术领域
面向工业应用过程及节能减排要求,开发高选择性与高渗透性膜材料及技术,开发环境友好型和智能化膜材料及技术,开发特种分离膜材料及技术,开发高截留低能耗海水淡化膜材料及技术,开发抗污染膜材料及技术,开发产业链升级整合及规模化生产装备技术。
这些关键共性技术的突破,可以促进先进膜材料与技术的快速发展,满足国家在水资源、能源、环境治理以及传统工业升级改造等方面的需求,推动相关行业的绿色发展和节能减排,提升国际竞争力。
(四)信息与先进控制技术领域
全力打造一流的信息化能力,建立数字化、自动化、智能化的生产运营新模式和集约化、一体化的经营管控新方式;构建以绿色低碳、安全高效运行为中心,以互联网为载体的石化商业新业态。推动人工智能(AI)、工业软件、先进优化系统(APC)和智能控制系统等在石油化工企业的应用。
(五)油气勘探开发领域
提高复杂区油气勘探技术水平,加大叠合盆地下构造层的资源发现率;发展老油田、低品位油气提高采收率技术;完善近海非常规油气资源高效开发技术体系;发展常规、非常规油气地质工程一体化综合勘探开发技术;推动由传统油气发展方式向智慧型、环保型油气发展方式的转变。
(六)炼油工业领域
积极推进炼化一体化,从大量生产成品油转向生产高附加值油品和化工原料并重。传统炼化要从低碳炼油、灵活炼油、分子炼油、智能炼油等方面入手,在新型催化剂开发、低碳低成本技术开发、实时优化操作上进行提升;从分子角度开展新技术研究,满足国Ⅵ清洁油品的生产需求;优化油品组成结构,加快基础油质量升级;多方式增产丙烯、芳烃及乙烯裂解原料。
(七)现代煤化工领域
开发大型先进煤气化技术;提升煤制油、煤制烯烃、煤制天然气、煤制乙二醇、低阶煤分质利用示范项目技术水平;研发高附加值煤制化学品、特种油品;开发合成气一步法制化学品等短流程、差异化技术;研发节能节水和环保新技术,提升产业绿色化水平。
(八)化工新材料领域
加快开发特种茂金属聚烯烃和专用料等高端聚烯烃材料、液体橡胶、高性能橡胶、聚烯烃弹性体、聚芳酯和高温尼龙等特种工程塑料以及电子信息领域、医疗卫生和新能源领域用高端功能膜材料等高端新材料,提高我国高端化工新材料自给率。
(九)精细及专用化学品领域
在电子化学品、特种涂料、胶黏剂、助剂领域突破一批“卡脖子”产品,在催化剂、含氟精细化学品、化工助剂、生物基化学品等领域实现一批高端产品产业化;在下一代前沿材料领域实现一批技术储备;一批关键共性技术得到应用,为化工高端品种产业化、安全健康发展提供支撑。
(十)传统化工领域
无机物工业重点发展核用级硼酸、储能器件和超级电容器用钡盐、特种超细二氧化硅等超细粉体材料、纳米氢氧化镁等产品;重点开发同位素分离技术、无机盐深度提纯技术、特殊晶型产品生产技术等。化肥工业大力发展缓释/控释肥料、增值肥料、新型专用肥、中微量元素肥和生物刺激剂等生产技术;纯碱工业积极推广井下循环制碱工艺、热法联碱工艺、天然碱制碱和一步法重灰工艺;氯碱工业重点开展电石法聚氯乙烯(PVC)无汞催化剂产业化应用示范。
(十一)节能安全环保领域
1.针对大型生产装置,开发能量系统优化、梯级利用和余热综合利用技术,推进重点产品提高能效水平,达到能效标杆。
2.从化工过程、化工厂、化工园区3个层面开展安全技术、装备、管理研究与创新,提升工艺本质安全化水平,强化危化品和化工园区安全管控能力。
3.加强减污降碳相关共性技术和关键设备的开发和推广,实现源头降碳、过程减碳和碳循环。加快绿色替代化学品开发,加强新污染物治理,促进生态环境健康安全。积极开发VOCs减量化技术和装备以及含盐废水资源化等技术;开发废塑料、废橡胶、废纤维等化学再生与回用技术;开发蒸馏残渣、废催化剂无害化和资源化关键技术。